The global commercial and architectural lighting industry is undergoing a structural transition. No longer viewed simply as decorative enclosures, lamp aluminum profiles—specifically engineered for modern LED linear systems—are critical parameters in system reliability, energy efficiency, and thermal engineering. As LED wattages and lumen densities scale upward, raw heat dissipation determines the lifespan of semiconductor devices. High-quality extruded aluminum alloys, primarily 6063-T5 and 6063-T6, offer the required thermal conductivity, structural integrity, and aesthetic flexibility to meet these needs.
Key market drivers include the rise of smart, networked lighting systems, miniaturization of profiles for seamless integration into drywall and millwork, and the demand for extreme environment protection in industrial or marine settings. Buyers are shifting away from generic off-the-shelf options toward highly custom, precision CNC-machined profiles that act as mechanical chassis, heat sinks, and decorative optical diffusers all in one unified design.
Modern high-output LEDs generate substantial thermal energy at the junction point. Inefficient thermal dissipation causes accelerated lumen depreciation, shifting color temperatures, and catastrophic driver failures.
| Alloy Type | Thermal Conduct. (W/m·K) | Tensile Strength (MPa) |
|---|---|---|
| Aluminium 6063-T5 | 209 W/m·K | ≥ 186 MPa |
| Aluminium 6063-T6 | 201 W/m·K | ≥ 240 MPa |
| Aluminium 6061-T6 | 167 W/m·K | ≥ 310 MPa |
For engineering procurement managers and tier-1 lighting suppliers in North America, Europe, and the APAC region, selecting the right manufacturing partner relies on measurable, structural compliance. The following requirements must be thoroughly verified prior to factory onboarding.
LED linear modules require sub-millimeter tolerances for press-fit optical lenses (diffusers), endcaps, and PCB board mounting tracks. Custom profiles must adhere strictly to the EN 755-9 or ANSI H35.2 standards to avoid gaps or structural misalignments during final assembly.
Uniform anodizing thickness (typically 10-15μm for indoor, >20μm for outdoor profiles) guarantees high corrosion resistance and electrical insulation. Qualitative coatings must pass rigorous salt spray testing (ISO 9227) and UV exposure degradation metrics.
High-quality billet aluminum with trace control over iron (Fe), silicon (Si), and magnesium (Mg) ensures optimal extrusion paths, eliminates surface tearing, and supports eco-certification compliance like RoHS, REACH, and LEED green building standards.
Leveraging state-of-the-art tooling design and advanced automated extrusion lines, Chinese manufacturing is evolving from raw capacity to high-precision engineering. Under the Factory 4.0 paradigm, companies like Qingdao Kangjian Aluminum Industry Technology Co., Ltd. integrate computer-controlled extrusion speeds, inline quenching, and post-extrusion CNC machining to maximize yield rate and design complexity.
Established in 2022 and located in the Jimo District of Qingdao, Kangjian operates a modern 200-mu industrial park comprising 80,000 square meters of high-capacity production space and 4,000 square meters of technical offices. The facility runs 5 state-of-the-art extrusion lines with presses ranging from 700T to 2500T, generating an annual output of over 15,000 tons of high-performance aluminum products.

From architectural detailing to extreme industrial setups, our engineered profiles are adapted to perform across diverse industry verticals.
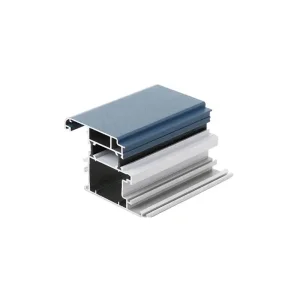
Trimless recessed profiles and corner-mounted channels allow linear lighting to merge seamlessly into architectural surfaces. Specialized flange profiles provide clean transitions between gypsum boards, hiding raw edges and preventing plaster cracks.
High-bay light enclosures demand thick, deep-finned structures to handle significant heat loads (typically 100W–400W). Engineered heavy industrial extrusions provide the necessary surface area for passive convection, eliminating the need for cooling fans.
Under strict weight restrictions, lightweight aluminium alloy profiles serve as structural trim elements inside modern high-speed trains, subways, and commercial vehicles, satisfying EN 45545 fire protection and vibration resistance standards.
| Extrusion Line Capacity | Units | Primary Product Type Target | Max Profile Width (mm) |
|---|---|---|---|
| 2500T Heavy Extruder | 1 | Heavy industrial lamp structures, structural rail & PV frames | 280 mm |
| 1450T Medium Extruder | 1 | Commercial linear fixtures, solar framing, automotive trims | 180 mm |
| 1150T Medium Extruder | 1 | Indoor strip light channels, architectural profiles, office lighting | 140 mm |
| 700T Compact Extruder | 2 | Precision mini LED linear, V-shapes, customized brackets | 90 mm |

Founded on a vision to bridge the gap in high-end customized aluminum extrusion globally, Qingdao Kangjian Aluminum Industry was built upon strategic proximity to major logistics hubs and domestic metal reserves. The "dual-sea layout"—facing international maritime corridors while backed by the robust domestic Chinese manufacturing market—empowers Kangjian with unique logistics speed and pricing advantages.
From deep-sea port crane structures in Northern Europe to high-precision robotic parts and high-speed rail lines, Kangjian’s custom profiles show reliability under high load and corrosive environments. Every precision profile is a testament to the fact that advanced manufacturing is raising the standard of global industrial connections.
Sustainable development requires constant materials optimization. Our research and development center focuses on utilizing low-carbon recycled aluminum billets, without sacrificing tensile strength or thermal performance. By implementing closed-loop scrap recycling systems inside the factory, we reduce energy consumption in the primary billet phase by up to 90%, helping our global buyers hit strict carbon reduction targets.
Advanced FEA thermal simulation analyzes custom profile geometries to maximize surface area contact and speed up convective cooling before tooling production.
Automated extrusion presses monitor temperature gradients and speed in real-time, ensuring zero mechanical tears and consistent density profile runs.
Post-extrusion processes include drilling, tapping, milling, and precision cutting to tolerances as close as ±0.05 mm, ready for component assembly.

Our adherence to strict quality control is verified by global third-party testing organizations.









We address critical technical and logistical questions commonly posed by global engineers and procurement managers when selecting a lamp aluminum profile manufacturer.
Alloy 6063 offers superior surface finish capabilities, making it ideal for anodizing and powder coating where visual aesthetics are critical. It can be extruded into thin, complex profile wall thicknesses (down to 0.8mm) with relative ease compared to 6061. While 6061 has higher absolute tensile strength (often used for structural mechanical parts), 6063 provides the ideal balance of sufficient structural stability, excellent thermal conductivity (201-209 W/m·K), and a highly smooth exterior finish.
For outdoor, humid, or coastal areas, standard clear anodizing (5-8 microns) is insufficient to prevent filiform or galvanic corrosion. Global specifications require a minimum of 15 to 25 microns of anodizing coating. This creates a thick, non-reactive aluminum oxide barrier layer that withstands salt spray, UV exposure, and acidic rain, protecting the profile structure from degradation and cosmetic pitting.
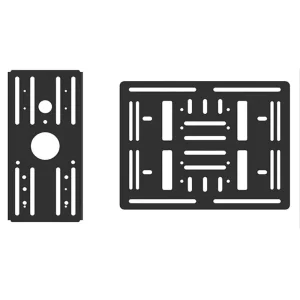
Yes. Extrusion only yields the constant cross-sectional shape. Post-processing requires automated multi-axis CNC routing centers to execute complex cutting to length, beveling, counter-boring for screw holes, drilling, and custom milling of slot channels for wiring and mounting brackets. Operating integrated CNC lines inside the factory ensures components align correctly for field installation.
Diffusers are made from Polycarbonate (PC) or Polymethyl Methacrylate (PMMA). Opal/milky diffusers yield the best light homogenization (eliminating LED diodes hot-spots) but reduce light transmission by 30-40%. Semi-frosted diffusers provide a balanced 70-80% transmission, while clear diffusers maximize light output (92%+) but require indirect installation to avoid glare. For high UV environments, PMMA is preferred as it is less susceptible to yellowing over time.
Custom tooling/die manufacturing typically takes 7 to 10 working days. Once the test mold is cut, sample profiles are extruded and sent to the client with a full dimensional inspection report. Upon sample sign-off, bulk production runs require 15 to 20 days depending on the surface treatment and total order volume.